
Now with higher resolution and high-speed camera to scan more details in shorter time - Designed for the control of inner cylinder surfaces for the automotive industry.
Speedytec
- Massive parallel data processing on GPU's
- Extreme fast scanning
- Real time 3D evaluation
- Optimized for steep structures
- Integrated data quality parameter for sample optimized filtering processes
Single objectives
- manual exchangeable
- magnifications from 2.5x to 100x
Push button scan and evaluation macros using SmartVis 3D as system - and Mountains Map as evaluation software
Simplifies handling
- 360° rotation
- manual insertion axis
- optional motorized insertions axis with automated stitching
Files
| Attachment | Size |
|---|---|
| 346.32 KB |
News, events, promotions, webinars
Lapping/structuring of inner cylinder running surfaces
- Structures have an essential influence on the friction:
- the oil retaining volume is essential for the necessary lubrication of the friction partner piston and cylinder surface
- smooth contact areas reduce the wear and friction special on lower revolution speed
- pores can reduce the oil consumption still providing the necessary oil retaining volume for the lubrication of the friction partners
- honing structures - angle, furrows... have a big influence on the oil transport and the hydrodynamic lubrication
- the optimization of the structures can reduce the consumption of engines as well as extend the live time
- there are various positive effects as reduction of the environmental pollution and reduction of the operation costs - this increase the value of cars and has a significant impact on purchase decisions
Typical operation areas of the Cylinder Inspector 3D
- Research and development
- Optimization of production processes
- Assessment of functional behaviour on basis of the 3D structures without extended tests
- Wear evaluation after running tests
- Quality control
- Survey of production processes
- Optimization of tool exchanges ... in the production
- 3D inspection of cylinder surface and cylindrical honing structures
- Comprehensive geometric analysis (lengths, angles, heights & depths, volume, etc.)
- 2D roughness and waviness analysis of components (accord. ISO 16610, 13565, 12085)
- 3D parameters according to ISO 25178 (roughness, functional characteristics: bearing ratio and volume)
- Optimized for use in the development, manufacturing and quality assurance
- Optional software upgrade can add pore analysis
There are many competitive technologies used, new on the market or under development. All technologies have several production steps and adapted quality control.
Aluminum engine blocks
- Monolithic
- Hypereutectic Al-Si Alloy
- Quasi-monolithic Coated Bores
- Galvanic Ni-Sic dispersion
- Plasma coating
- PVD thin layer, TiN, TiAlN
- Quasi monolithic local material engineering
- Al matrix compound
- Laser Alloying with Si
- Heterogenous-liner Dry cast-in
- Grey iron machined
- AlSi/PM
- Grey iron as cast with rough outer surface
- Grey iron coated
- Plasma sprayed
- Heterogenous-liner Dry pressed-in
- Grey iron
- Hypereutectic Al-Si
- AlSi/PM
- Heterogenous-liner wet slip-in
- Galvanic Ni-Sic dispersion
Structure Evaluation
Honing structures
- Honing angle
- Honing grooves
- directional classification (rising, falling, across..)
- numbers, depth, area, volume
- Distance between groove
- Cross grooves
Plateaus
- Contact roughness
Cavities / Pores
- numbers / distances
- volume
- area
- depth
- distribution of cavities (according volume, area and depth)
Marbling
- % over surrounding surfaces
Surface roughness
Functional 2D parameters
- Rk, Rpk, Rvk
Functional 3D parameters
- Sk, Spk, Svk

Technologies get optimized in the same directions:
- lower friction
- wear resistance
- lower oil consumption
- weight reduction
...but measuring devices are used for different purposes
R&D:
- detailed analysis for technology optimization
Quality control:
- fast survey of predetermined parameters
- different priorities for the used technology


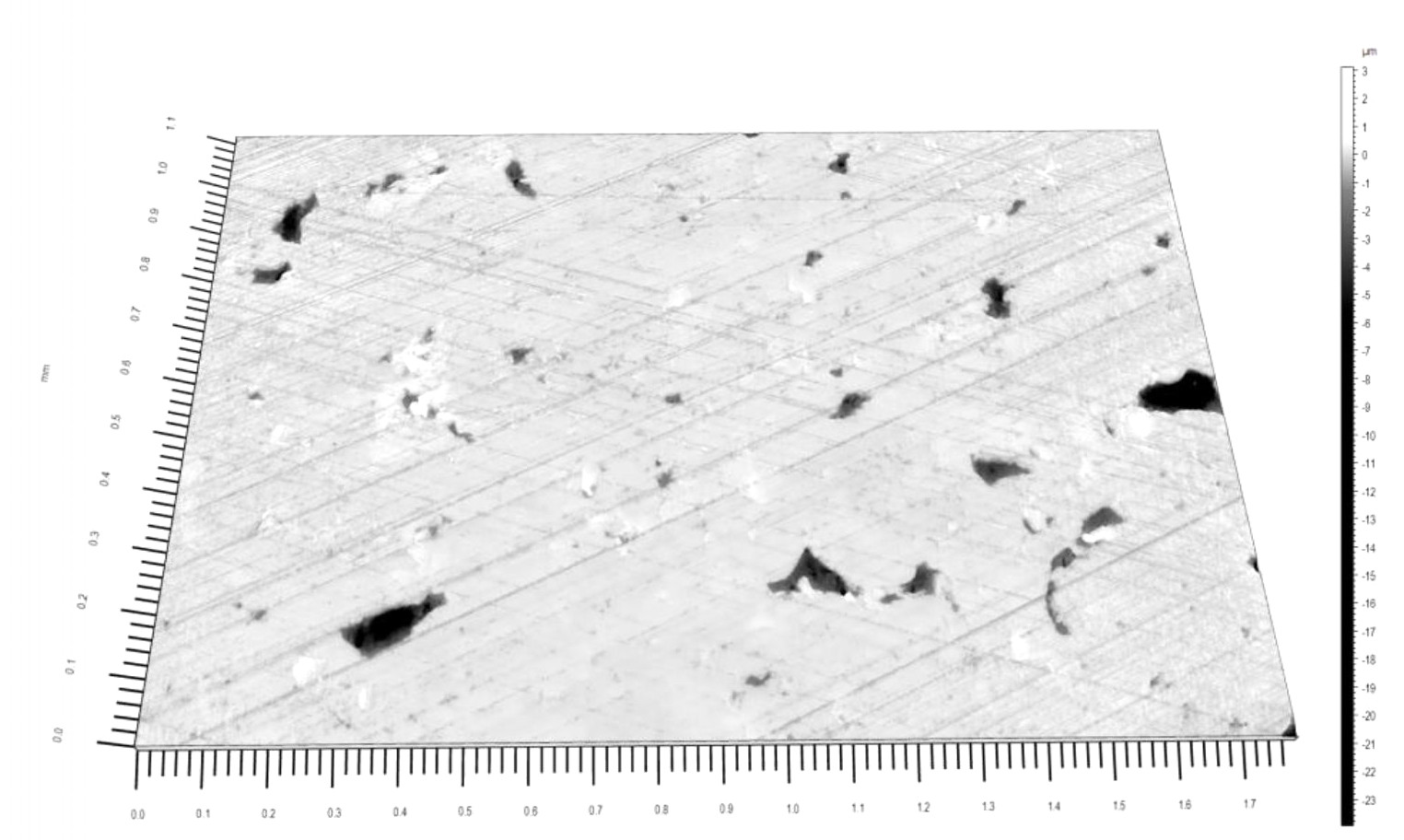
More structures per scan - More details from each structure

FOV: 7,2 X 4,5 mm2
time: <10s
z-res: 1 nm
xy-res: 3,5 um
Comment:
Larger honing structures are still visible but the point density of 3,5 um isn't enough to evaluate small structures starting from app. 10 um. Using of an higher point density is recommended

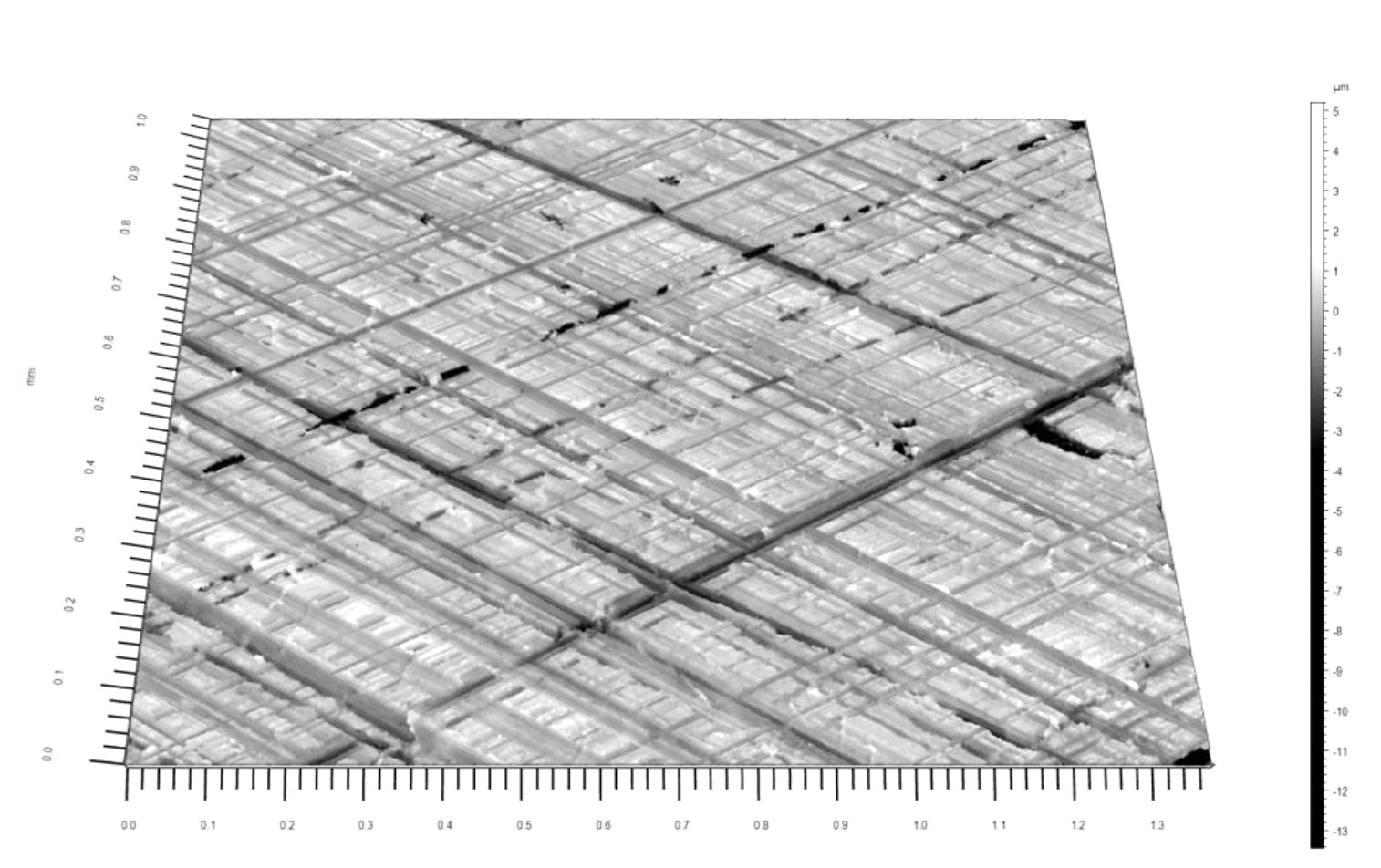
FOV: 0,28 x 0.21 mm2
time: <10s
z-res: 1 nm
xy-res: 0,2 um
Comment:
All details are very good visible, but the significance from single structures for the rating of complete cylinder liners is very limited. Larger areas are recommended.

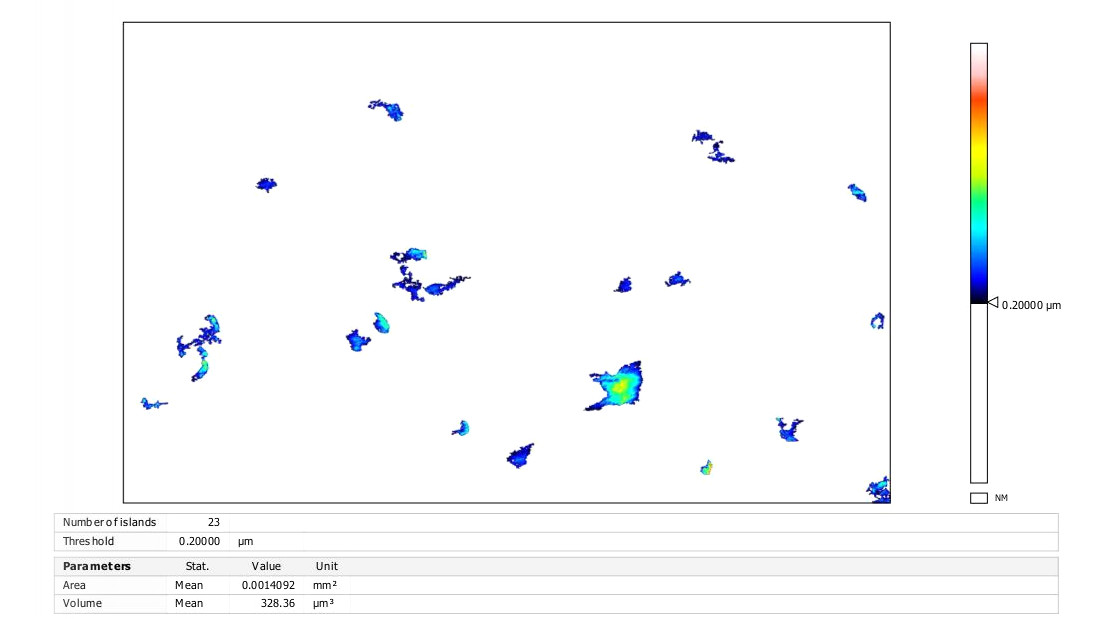
FOV: 7,2 x 4,5 mm2
time: <10s
z-res: 1 nm
xy-res: 3,5 um
Comment:
the cavities show a local variation of areas with higher and lower densities. It is recommended to use multiple evaluation fields. In addition to the average it is recommended to check the local variation of the cavities in different positions.
Check the table here below to select the correct system configuration:
- min. 10x higher resoluzion in xyz than the feature which sould be measured
- min. 10 evaluation features inside the scanning area
- min. 10 measuring positions for statistical analysis
| Features | Parameters | Reality* Seize | Reality* Depth | Reality* Density | RSP** - xy res. | RSP** - z res. | RSP** - area |
|---|---|---|---|---|---|---|---|
| cavities | area | 500 um2 | > 1 um | 10 / mm2 | < 2 um | < 100 nm | > 1 mm2 |
| honing | depth | 10 um | 0,1 um | >1 / mm | < 1 um | < 10 nm | > 1 mm2 |
| marbling | area % | 0,01 mm2 | 0,1 um | 10 / mm2 | < 1 um | < 10 nm | > 1 mm2 |
| plateaus - peaks | Spk / Rpk | 0,01 mm2 | 20 nm | 100 / mm2 | < 1 um | < 2 nm | > 0,1 mm2 |

")

")
Robust filters (polynomial, gaussian, and combinations) are the basis for all the following evaluation processes. "Robust" are filters which eliminate the influence of cavities and avoid local waves on the filtered surface.




Structure characteristics (directional orientation, depth, height, size) can be used to separate the structures from each other and evaluate them separately.

Comment:
The GBS programmed Honing Structure FFT Analysis allowed a separate analysis of rising and falling structures. The sample on the right shows a higher percentage of closed structures because of the cavities (positive) but also more cross structures. The scan on the left side shows more falling structures and on the right side more rising structures.



Separated cavities could be counted and statistically evaluated.
Many classificatory operators - as depth, volume, form factors, etc.. - can be used to analyze many partial aspects from the cavities.


Marbling - The camera image shows a texture as could be seen on marble surfaces. the black lines are cracks in the surface. Inner tensions could cause that surface plateaus standing out of the surrounding areas.
Areas which are standing up can be detected and evaluated.
Technical Features
| Cylinder Diameter | 70 - 125 mm (standard configuration) |
| Measurement Technique | White-Light Interferometry |
| Height resolution / nm | 1nm (all objectives / field of view) |
| Scanner | Precision piezo drive with gauge control |
| Scan Range | 200 um |
| Speed | up to 20 um/s |
| System Software | smartVIS 3D / Speedytec on GPU |
| Evaluation software | Mountains Map with GBS programmed extensions |
| Array | 1624 x 1324 measuring points |
| Weight | 12-14 Kg |
| Power Supply | 100 to 240 VAC, 50/60 Hz |
| Standard | Manual down to app. 188 mm |
| Extended | Manual down to app. 270 mm |
| Motorized | Automated z axis down to app. 200 mm |
| Magnification | 5x | 10x | 20x | 50x |
| Field of view / mm | 2.8 x 2.08 | 1.4 x 1.04 | 0.7 x 0.52 | 0.28 x 0.21 |
| Point Distance / um | 1.6 | 0.8 | 0.4 | 0.16 |